Problem: Exposed and damaged wires due to liquid ingress

SPONSORED
By ABB | October 3, 2024
Read Time: 5 Minutes
Achieving maximum uptime and product purity at a food and beverage facility is only possible if it has the right electrification products installed. Cable protection and cable management solutions can help prevent ingress, corrosion, and contamination—all of which can lead to costly downtime and very expensive product recalls. Adding this kind of reliability to a processing plant not only reduces its overall costs but also increases its efficiency.
Liquid ingress is the primary reason for electrical system downtime in the food and beverage industry and contributes to contamination risk. It occurs because of incorrect product selection, improperly rated components, failing components, or open paths into the electrical system. Harsh and caustic chemicals can also damage components, creating openings for liquid ingress.
The consequences of liquid ingress are severe. Damaged electrical systems lead to a loss of productivity, and increased maintenance and repairs add to a facility’s operational costs and resource allocation. Worse, potential worker and consumer safety issues resulting from failure to maintain industry and regulatory compliances can ruin a company’s reputation for quality.
Safeguard equipment and controls using enclosures and motors with UL Type 4, 4X, 12, and IP69 ingress protection-rated systems. They will keep processes up and running.

Problem: Exposed and damaged wires due to liquid ingress

Solution: T&B Liquidtight Systems® metallic-cored conduit with liquid-tight fittings
Corrosion not only compromises the structural integrity of a plant’s cable protection and wire management, but it also increases the risk of electrical failures and potential contamination. Industry-wide, corrosion costs food and beverage processors more than $2 billion annually.
Typically caused by acidity, alkalinity, and the presence of food components, corrosion can release metal contaminants into products and negatively impact quality and safety. It can also be accelerated by temperature, humidity, washdowns, and mechanical stresses.
Like liquid ingress, corrosion poses severe consequences for electrical systems, such as damage to equipment. It also has an adverse impact on a company’s productivity, safety record, compliance, and reputation. Additionally, it serves as a potential contaminant. Corrosion can also lead to increased maintenance, repairs, and replacements that can add to a facility’s operational costs.
Proper corrosion and control measures are crucial. These include scheduling regular inspections, using corrosion-resistant materials for equipment, implementing effective cleaning and sanitation practices, and monitoring the pH and chemical composition of processing environments.

Problem: Fittings damaged by corrosion

Solution: T&B Liquidtight Systems® stainless steel food and beverage conduit fittings
A variety of factors contribute to food safety issues. Regarding cable protection and cable management, poor component designs and improperly rated systems can result in product contamination. The consequences of poor food safety include:
Food and beverage facilities need to use the correct cable protection and cable management products to effectively address food safety issues and adhere to strict hygiene standards. After all, a facility's food safety degree is only as strong as its weakest link.
ABB can help processing plants cut contamination risks. Their Ty-Rap® TyGenic™ cable ties are the industry’s first two-piece cable tie that is both antimicrobial* and detectable. They are over 99 percent effective against a broad spectrum of microorganisms and are detectable by X-ray, visual, and metal detection systems. Moreover, ABB’s T&B Liquidtight Systems® Type A antimicrobial* non-metallic conduit provides excellent corrosion and ingress protection. ABB is the industry’s only provider of these antimicrobial solutions.

Application: Meat packing

Solutions: Ty-Rap® Ty-Genic™ cable ties and T&B Liquidtight Systems® Type A antimicrobial* non-metallic conduit
*These products provide no antimicrobial inhibitory activity beyond the protection of the products themselves.
How much could a poorly executed system cost a facility? Plenty!
Having the right cable protection and cable management is key to minimizing costs.
ABB Installation Products is the only manufacturer to offer an entire flexible conduit and fittings system that is UL Type 4, 4X, 12, and IEC IP 69 rated for the demands of the food and beverage market.
Having a tested and UL-rated system of conduit and fittings helps ensure components are protected, operations remain running, and work environments are sanitary. The reliability and safety of T&B Liquidtight Systems® also provide processing plants with long-term cost savings. In contrast, mixing different types of components that are not rated and tested as systems can lead to big issues in a short time.
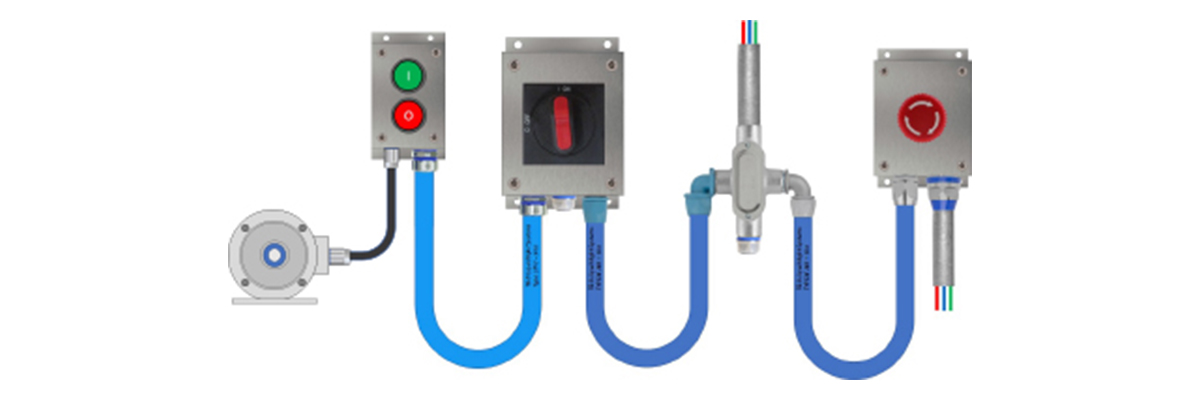
Liquidtight Systems® Solution
An ABB preventative maintenance walk-through is a confidential service for food and beverage processors. Conducted by their assessors, this evaluation averages two-four hours per 500,000 square feet and identifies existing and potential threats to your plant’s uptime and profitability. Afterward, ABB prepares a final value proposition (FVP). It matches your facility’s challenges with proven ABB Installation Products that can:
While your facility is not obligated to implement the FVP, its recommended ABB Installation Products can help it or any other food and beverage processing plant prevent liquid ingress, thwart corrosion, and improve compliance with strict hygiene standards.
Contact your local Wesco rep to learn more about scheduling a preventative maintenance walk-through or view our full portfolio of ABB products.
ABOUT THE SPONSOR
This article was brought to you in partnership with ABB.
As a leader in electrification and automation, ABB is enabling a more sustainable future. Their solutions connect engineering know-how and software to optimize how things are manufactured, moved, powered and operated. Building on more than 140 years of excellence, ABB’s 105,000 employees are committed to driving innovations that accelerate industrial transformation.